







В своем первом материалея писал о приятном процессе сборки, начале эксплуатации и небольших доработках 3D принтера MC2 от компании Мастер Кит.
Прошло полтора месяца. В этот промежуток времени случился Новый Год с прилагающимися к нему каникулами. Не скажу, что я каждый день возился с собранным зверьком, но подходов было много, и, соответственно, много интересного и полезного было из этого вынесено.
Итак, по-порядку.
Было нарисовано и напечатано несколько деталей для домашнего употребления: утерянные крышечки для разных емкостей; насадки на пузырьки со спиртом и флюсом, более кошерные, чем штатные; держатели для ламп, устройство для фиксации откатной двери и т.п.
Все эти детали не отличались большими размерами и не требовали особой визуальной красоты. Недочеты печати легко устранялись надфилем и шкуркой, но в душе зрел протест. Что тут пилить и шкурить, когда можно совершенствовать сам аппарат?!
Первое направление совершенствования было определено при попытке напечатать деталь с площадью основания примерно 10х10 см. Поскольку механической юстировки стола у MC-2 нет, то для обеспечения неизменного расстояния от сопла экструдера до стола при движении по осям X и У используется автолевелинг. Как известно, эта опция включается в прошивке Marlin на вкладке Configuration.h в следующих строках:
#define ENABLE_AUTO_BED_LEVELING // Delete the comment to enable (remove // at the start of the line)
#ifdef ENABLE_AUTO_BED_LEVELING
// There are 2 different ways to pick the X and Y locations to probe:
// - "grid" mode
// Probe every point in a rectangular grid
// You must specify the rectangle, and the density of sample points
// This mode is preferred because there are more measurements.
// It used to be called ACCURATE_BED_LEVELING but "grid" is more descriptive
// - "3-point" mode
// Probe 3 arbitrary points on the bed (that aren't colinear)
// You must specify the X & Y coordinates of all 3 points
#define AUTO_BED_LEVELING_GRID
// with AUTO_BED_LEVELING_GRID, the bed is sampled in a
// AUTO_BED_LEVELING_GRID_POINTSxAUTO_BED_LEVELING_GRID_POINTS grid
// and least squares solution is calculated
// Note: this feature occupies 10'206 byte
#ifdef AUTO_BED_LEVELING_GRID
// set the rectangle in which to probe
#define LEFT_PROBE_BED_POSITION 20
#define RIGHT_PROBE_BED_POSITION 110
#define BACK_PROBE_BED_POSITION 110
#define FRONT_PROBE_BED_POSITION 20
// set the number of grid points per dimension
// I wouldn't see a reason to go above 3 (=9 probing points on the bed)
#define AUTO_BED_LEVELING_GRID_POINTS 3
Я использовал метод grid, то есть пробные точки брались в вершинах квадрата, заданного константами LEFT_PROBE_BED_POSITION, RIGHT_PROBE_BED_POSITION, BACK_PROBE_BED_POSITION и FRONT_PROBE_BED_POSITION при значении константы AUTO_BED_LEVELING_GRID_POINTS равном 2.
Если задать AUTO_BED_LEVELING_GRID_POINTS равным 3, то пробы будут браться в девяти равноудаленных точках того же квадрата. Попробовал. Разницу в точности позиционирования сопла по оси Z относительно стола заметил, но не впечатлился. Возникло предположение, что можно сделать лучше, если во-первых уменьшить зазор между винтами концевика по оси Z, а во-вторых увеличить жесткость крепления экструдера, чтобы он не менял своего положения при касании соплом стола.
Для этого перерисовал и напечатал детали крепления экструдера E3D-V6 со стопроцентным заполнением. Сделал обе детали целиковыми для того, чтобы в них можно было просверлить отверстия диаметром точно 6 мм и посадить их на кусок полированного вала того же диаметра. По моему замыслу, вал плотно вставляется в неподвижную деталь, а подвижная свободно качается на нем, замыкая в результате концевик оси Z. Для уменьшения зазора в концевике сделал пару замыкающихся винтов регулируемыми. Кстати, приобрел по случаю симпатичные латунные контакты под винт 3мм и наконец аккуратно припаял все провода от концевиков к этим контактам, чем несказанно (по собственному мнению) улучшил экстерьер машинки. Вал и трущиеся места деталей смазал нейтральной силиконовой смазкой, купленной когда-то на Митинском радиорынке.
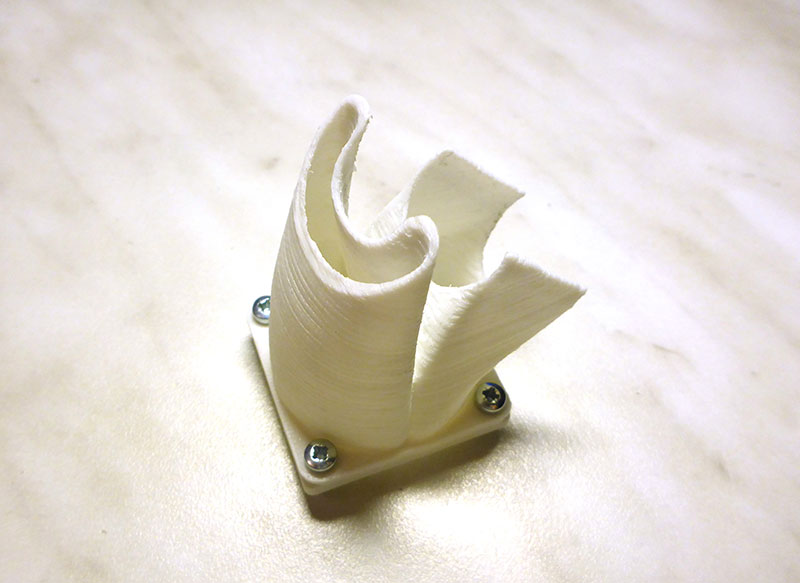
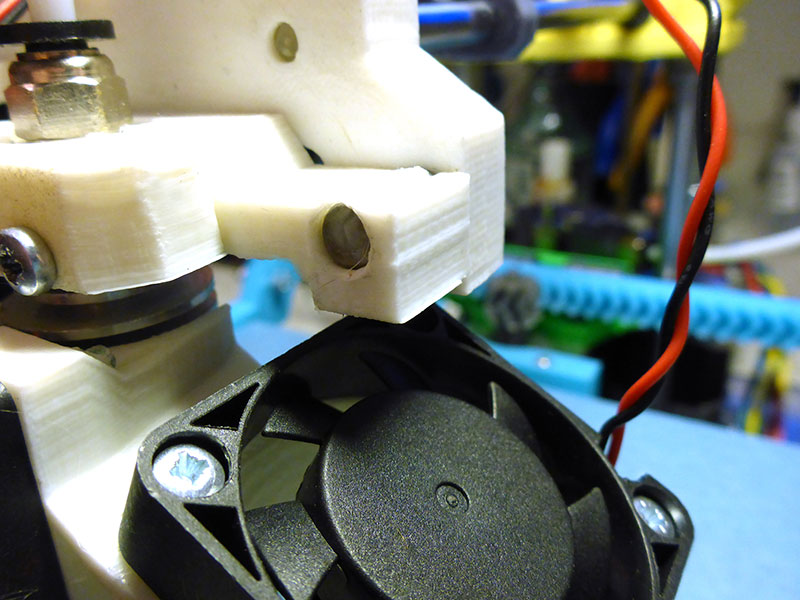
Второе направление в деле совершенствования возникло в процессе печати вышеозначенных деталей. Заметил, что слои ложатся по углам с подъемом, да и не очень ровно. Погуглил, почитал – надо охлаждать уже выдавленный пластик. Поначалу напечатал вот такую поддувалку.
Она одновременно охлаждает радиатор экструдера и пластик под соплом, используя один вентилятор:
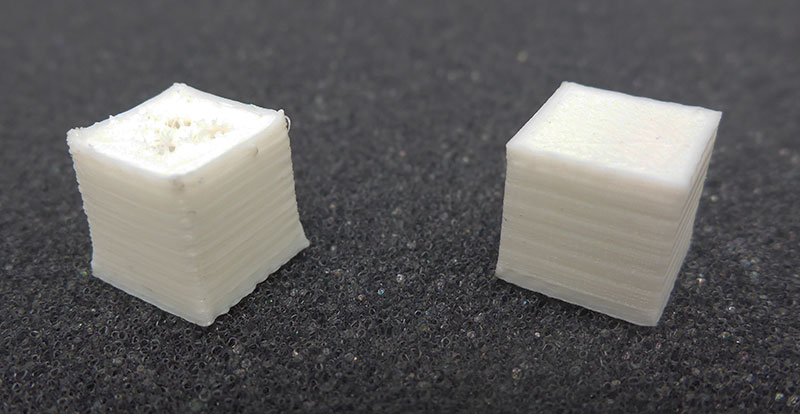
Вот фото верхней части столбика 10х10 мм:
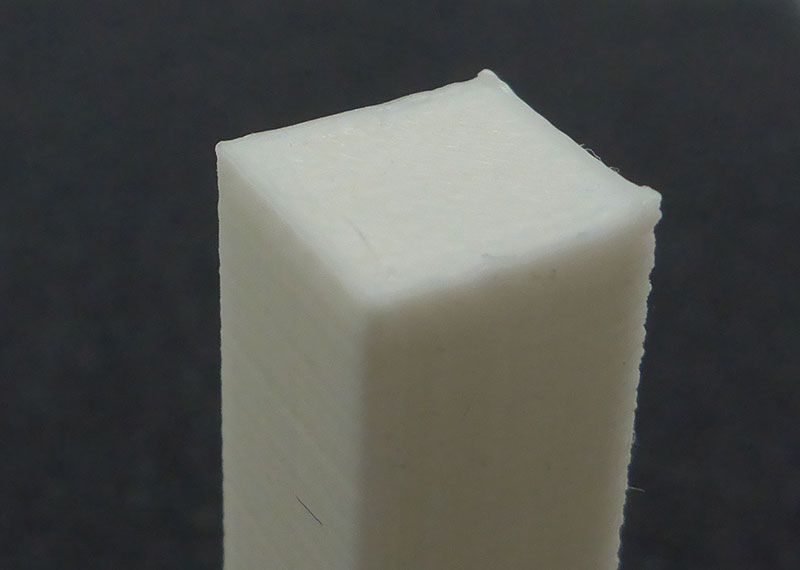
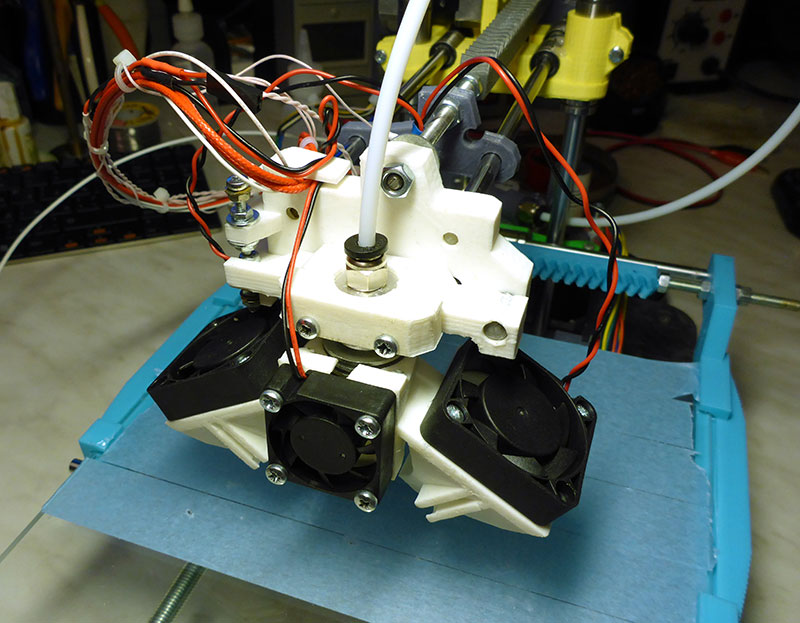
Видно, что там где дует (слева на фото) – ровно, а на противоположной стороне, совсем даже не ровно, как по углам, так и по вертикальной грани. Такая асимметрия совсем уж не впечатлила, зато стало ясно, что охлаждать надо со всех сторон, или хотя бы симметрично. Порывшись в интернете, пройдя мимо уж очень экзотических конструкций с круговыми обдувами и алюминиевыми соплами, остановился я вот на такой конструкции:
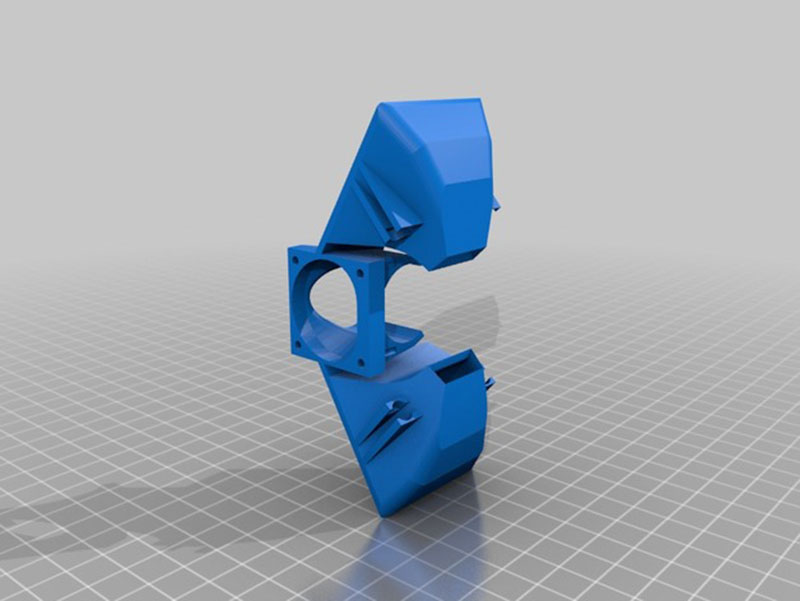
Напечатал, прикупил два вентилятора 40х40 мм. Маленький вентилятор, который охлаждает только радиатор экструдера, намертво присоединил к 12 вольтам, а сороковки – к порту, которым можно управлять из RepetierHost. Так как слайсер (использую Cura) на мой взгляд частенько генерит коды управлением вентилятором как-то спонтанно, думаю об отдельном устройстве для ручного управления вентиляторами, охлаждающими выдавленный пластик…
В начале печати, похоже, дуть не надо, чтобы лучше прилип первый слой, да и в процессе печати хочется сделать обдув поменьше, а то сопло экструдера остывает под адским напором двух сороковок. Короче говоря, хочется начать печать, а потом поставить разумный обдув и не беспокоиться, что Cura будет его менять в процессе печать.
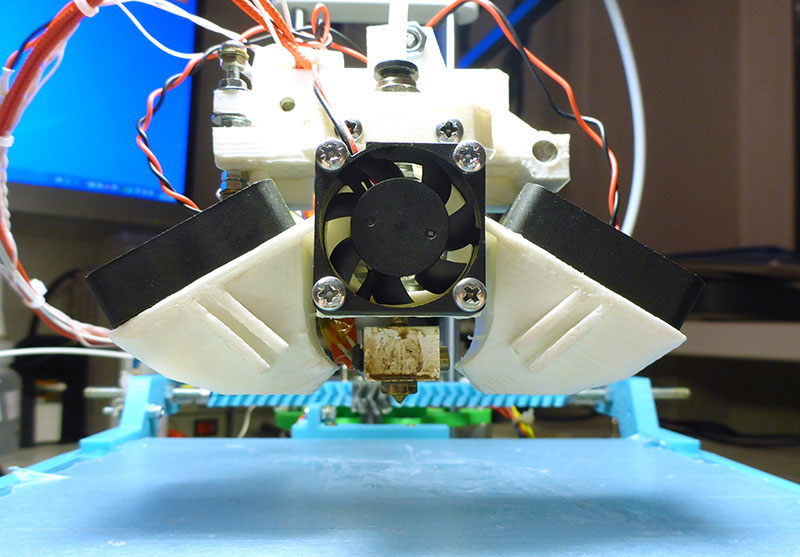
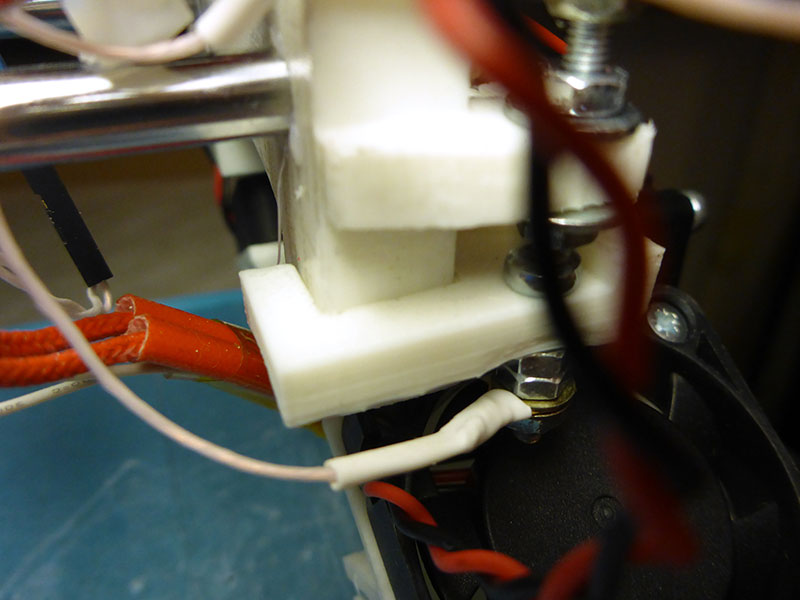
Теперь к фотографиям, иллюстрирующим вышеизложенную теорию.
Конструкция в сборе. Несмотря на кажущуюся громоздкость, конструкция легкая и не задевает за другие элементы принтера.
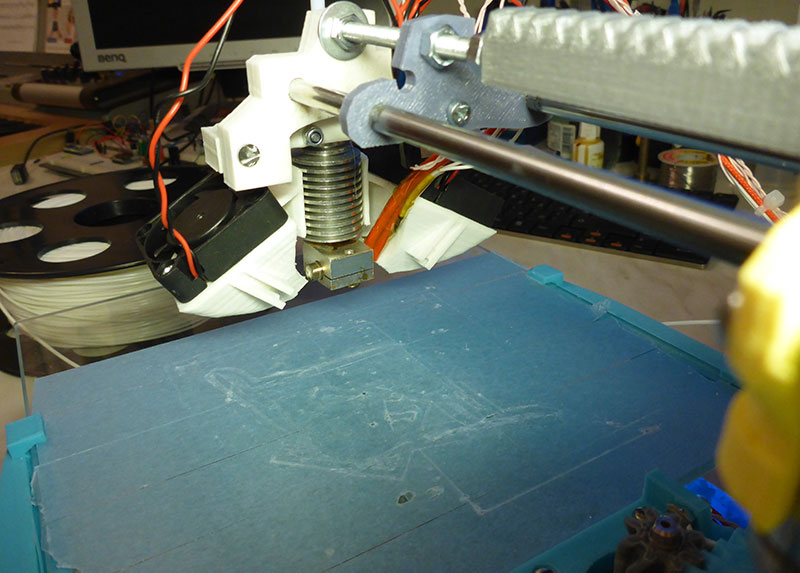
Качающийся элемент крепления на валу.
Концевик оси Z. На выноске видно, что зазор минимален.

Изгиб качающейся детали крепления, который не дает ей соскакивать с вала.
Результат печати кубика 10х10мм без обдува и с обдувом. Без обдува даже верхняя грань не закрылась. (слева на фото).
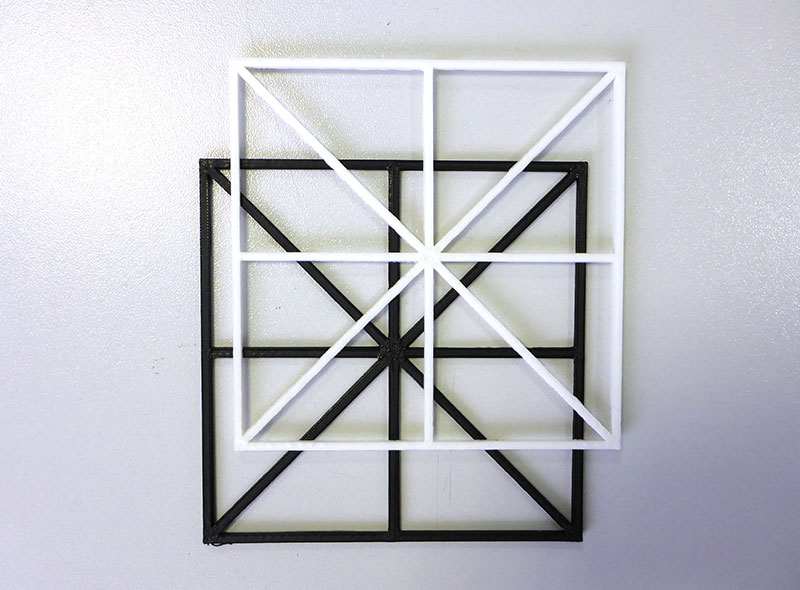
Тестовый квадрат. При толщине примерно 2мм разница в толщине граней и диагоналей на уровне 50-70мкм, то есть на пределе погрешности стандартного штангенциркуля, что говорит о хорошем автолевелинге.
Кстати, рекомендую подложку на стол – синяя малярная лента Tesa. Продается в хоз и строй магазинах, я покупал в Леруа Мерлен.

Искал широкую, не нашел, в ЛеРуа только узкая была. Но нет худа без добра, можно менять частями, если задралось где. Она, похоже, вощеная, поэтому пластик хорошо прилипает. Хватает раза на 3-4, а если модели по столу двигать, чтобы на одном месте не печаталось, то и на больше.
Ну, и, напоследок, такой бонус. Принтер замечательно размещается в шкафу глубиной 30см из Икеи:

Файлы stl деталей крепления экструдера, устройства охлаждения, тестового квадрата Мастер Кит выложил на сайте.
Всем дочитавшим до конца спасибо за внимание и успехов на ниве 3D печати!
